小輪凹麵(miàn)的刀位和極角可用是怎麽計算的呢
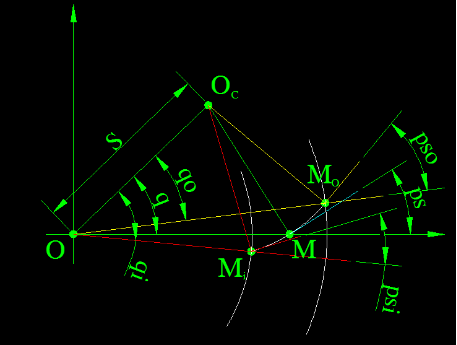
1. O為搖台(tái)中心,M為齒麵中點,OM長度為中點錐距(jù);
2. 在M點作直線,與X軸的夾角為螺旋角ps的直線;
3. 作與上(shàng)述直線垂(chuí)直的直線MOC,截MOC=rC;
4. 連接OOC,OOC的長就是刀位S,OOC與X軸的夾角q就是滾動中心(xīn)的極角;
5. 以OC為中心,以rC為半徑作圓弧,它就是齒線(xiàn),與內端和外端分別交於Mi和(hé)Mo;
6. 連OMO、OCMO,與OCMO垂直的(de)直(zhí)線與OMO的夾角pso就是(shì)大端螺旋角。同樣可以作出小端螺旋角psi;
7. 如圖可以量出(chū)展成MO和Mi點(diǎn)時的(de)極角qo和qi,加工時搖(yáo)台角在qi-Δ~qo+Δ之間變化,Δ可取3~5°;
垂直輪(lún)位展成時在rCcos(psi)~rCcos(pso)之(zhī)間(jiān)變化。
廢機油提煉柴油與大輪凸麵相配的小輪凹麵(用(yòng)精外(wài)切刀加工)中點的壓力角(jiǎo)應該等於a,螺旋角應該等於psi,其成形半徑應該比(bǐ)大輪凸麵的成形半徑大Δr,以形(xíng)成曲率差,其大小與設計所(suǒ)要求的接觸區長度有關。設齒寬為F,接觸區(qū)長度比為B,那麽
Δr = 0.0508(rCcosβ/BF)2
rpo = ri+Δr
小輪凹麵的刀位和極角可用(yòng)圖法求得:建坐標係,在X軸上取OM=AM。在M點(diǎn)作直線與X軸的交(jiāo)角為(wéi)psi,作與上(shàng)述直線垂直的直線MOC,取MOC = rpo。連接OOC,Spo = OOC即為加工小輪凹麵的刀位,OOC與X軸的夾角qpo就是加工小(xiǎo)輪的極角。同樣的辦法(fǎ)可以求出加工小輪凸麵的刀位和極角。




同類文(wén)章排行
- 廢塑料(liào)煉油的(de)比(bǐ)較主要結構分析
- 脫硫除塵設備在煉油設備中的使
- 比較新廢輪胎、廢塑料煉油設備
- 煉油技術(shù)對設備的一些要求
- 比較環保的煉油設備—塑料煉油
- 機械密封(fēng)比較近幾年的(de)發展規劃
- 煉油(yóu)設備的四個技術攻關
- 廢塑料煉油(yóu)設備脫色技術
- 不合格煉(liàn)油設備被(bèi)依法拆除
- 新型環保廢(fèi)機油再生設備的優(yōu)勢
